

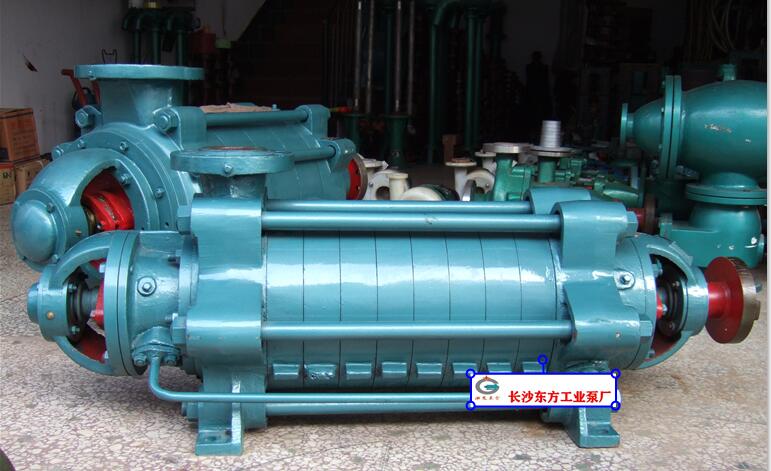
D80-30*10 多级泵 信誉良好
浏览次数:6次
- 产品规格:
- 发货地:湖南省长沙雨花区
关键词
D80-30*10
详细说明
水量2-200M3/H
移动方式底座固定式
额定转速2900r/min
级数多级
汽蚀余量4M
结构原理离心式
电压380V
驱动方式电动
输送介质水
叶轮结构封团式
叶轮吸入方式单吸式
工作原理高山送水排水抽污 矿山油田 城市工程给排水
加工定制是
输出功率12-1000kw
颜色其他
叶轮数目多级
公称排量6-650mL/h
输入功率12-1000kw
出口直径40-200mm
卧式多级泵转子的平衡是由其上的各个部件(包括轴、叶轮、轴套、平衡盘等)的质量平衡来达到的,因此新叶轮都要进行衡的测量。测量的方法是:(1)叶轮装在假轴上,放在已调好水平的衡试验台上,试验台上有两条小铁道,假轴可以在小铁道上自由滚动。
(2)记下叶轮偏重的一侧。如果叶轮质量不平衡,较重的一处总是自动地转到下方。在偏重的对方(即较轻的一方)加重块,直到叶轮在任何位置都有能停止为止。
(3)称出重块的重量,这就是静不平衡量。叶轮上没有安置平衡重块的位置,因此通常不是在叶轮较轻一侧加重块,而是在较重一侧减重量。减重量时,可用铣床进行铣削,铣削的深度不要超过叶轮盖板厚度的1/3。如铣削位置与测量时加重块位置不相同可以进行如下换算:P1=P(r/r1)式中P1铣削重量;
r测量时加重块半径。
为了提高工作效率,在保证质量的前提下,专为此设计了一套工装夹具。使之能在车床上进行去重处理。大大提高了生产效率。
(1)把叶轮圆周平均分成6份,标上字号。
(2)依次把标号处于水平位置上。在标号处加重块,直到叶轮开始转动为止。记下重块重量。同样办法测出其余各点的试加重量,绘成曲线。
经过衡后的叶轮,其衡允许偏差数值近似为叶轮外径值乘0.025gPmm。如200mm直径的叶轮,允许偏差为5g。若静不平衡量小于该值,则完成了对该零件的衡校正,该零件满足衡的要求。

如何在现场听声音判断多级离心泵问题?
三、小流量异音
主要是对蜗壳泵来说。小流量的噪音类似汽蚀声音,但有的较大,好像是石子甩到泵壳上似的。这主要是泵舌位置设计问题。

多级泵拆装:转子部件的拆装
转子部件主要有泵轴、叶轮和平衡盘等。水泵能否长期可靠地运行,与转子的结构、平衡精度及装配质量有密切的关系。下面将对这几个主要部件的检修工艺进行介绍。
泵轴
轴是水泵的重要部件,它不仅支承着转子上的所有零部件,而且还承担着传递扭矩的作用。
(1)泵轴的检查与更换
泵解体后,对轴的表面应行外观检查,通常是用细砂布将轴略微打光,检查是否有被水冲刷的沟痕、两轴颈的表面是否有擦伤及碰痕。若发现轴的表面有冲蚀,则应做的修复。在检查中若发现下列情况,则应更换为新轴:
1) 轴表面有被高速水流冲刷而出现的较深的沟痕,特别是在键槽处。
2) 轴弯曲很大,经多次直轴后运行中仍发生弯曲者。
(2)轴弯曲的测量方法及校正
1) 将泵轴放在的滚动台架上,也可使用车床或V形铁为支承来进行检查。
2) 在泵轴的对轮侧端面上做好八等分的标记,一般以键槽处为起点,如图所示。在所有检修档案中的轴弯曲记录,都应与所做的标记相一致。
) 开始测量轴弯曲时,应将轴始终靠向一端而不能来回窜动(但轴的两端不能受力),以保证测量的度。
3) 对各断面的记录数值应测2~3 次,每一点的读数误差应保证在0.005mm以内。测量过程中,每次转动的角度应一致,盘转方向也应保持一致。在装好百分表后盘动转子时,一般自第二点开始记录,并且在盘转一圈后第二点的数值应与原数相同。
4) 测量的位置应选在无键槽的地方,测量断面一般选10~15 个即可。在进行测量的位置应打磨、清理光滑,确保刺、凹凸和污垢等缺陷。
5) 泵轴上任意断面中,相对180°的两点测量读数差的大值称为该端面的“跳动”或“晃度”,轴弯曲即等于晃度值的一半。每个断面的晃度要用箭头表示出,根据箭头的方向是否一致来判定泵轴的弯曲是否在同一个纵剖面内。
6) 测量完成后,根据每个断面的弯曲值找出大弯曲断面,然后可用百分表进一步测量确定出泵轴的大弯曲断面(此断面不一定恰好是刚才的测量断面),并往复盘转泵轴,找到此断面凸、凹点并做好记录和标记。
7) 检查泵轴大弯曲不得超过0.04mm,否则应采用“捻打法”或“内应力松弛法”进行直轴,而“局部加热直轴法”则尽量不要采用。具体的直轴操作详见后面的有关内容。
多级泵装配 平衡装置
在水泵的解体过程中,应用压铅丝法来检查动、衡盘面的平行度,方法是:
①将轴置于工作位置,在轴上涂润滑油并使动盘能自由滑动,其键槽与轴上的键槽对齐。
②用黄油把铅丝粘在静盘端面的上下左右四个对称位置上,然后将动盘猛力推向静盘,将受撞击而变形的铅丝取下并记好方位;
③再将动盘转180°重测一遍,做好记录。用千分尺测量取下铅丝的厚度,测量数值应满足上下位置的和等于左右的和,上减下或左减右的差值应小于0.05mm,否则说明动静盘变形或有瓢偏现象,应予以。检查动衡盘接触面只有轻微的磨损沟痕时,可在其结合面之间涂以细研磨砂进行对研;若磨损沟痕很大、很深时,则应在车床或磨床上修理,使动、衡盘的接触率在75%以上。
长沙东方工业泵厂 多年老厂 品质保证 信誉良好 服务客户
m.csdfgyb.b2b168.com
 609109569
609109569